全部
▼
搜索
熱搜:
 925
編輯:中冶有色技術網
來源:劉田雨,朱智浩,張爽,董闖,閔小華,王清
925
編輯:中冶有色技術網
來源:劉田雨,朱智浩,張爽,董闖,閔小華,王清
| Alloy |
Cluster formulas /(atom fraction, %) |
Composition /(mass fraction, %) |
[Mo]eq |
|---|---|---|---|
| 1 | 12[Al-Ti12](AlTi2)+5[Al-Ti14](V2Ti) | Ti-6.05Al-3.94V | 2.64 |
| 2 | 4[Al-Ti12](AlTi2)+12[Al-Ti14](V2Ti) | Ti-4.13Al-9.36V | 6.27 |




| Temperature/℃ | The α laths width / μm | |
|---|---|---|
| Ti-6.05Al-3.94V | Ti-4.13Al-9.36V | |
| 700 | - | 0.52±0.05 |
| 750 | - | 0.56±0.03 |
| 800 | - | 0.63±0.09 |
| 920 | 1.03±0.09 | - |
| Temperature/℃ | Vickers hardness / HV | |
|---|---|---|
| Ti-6.05Al-3.94V | Ti-4.13Al-9.36V | |
| Room temperature | 331±10 | 337±7 |
| 700 | - | 348±5 |
| 750 | - | 298±6 |
| 800 | - | 289±4 |
| 920 | 374±6 | - |
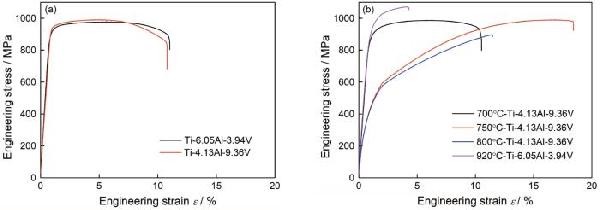
| Alloy | σYS / MPa | σUTS / MPa | δ / % |
|---|---|---|---|
| As-deposited (Ti-6.05Al-3.94V) | 924±9 | 977±10 | 10±1 |
| As-deposited (Ti-4.13Al-9.36V) | 950±11 | 989±5 | 10±0.5 |
| 700℃ (Ti-4.13Al-9.36V) | 900±9 | 986±8 | 10±1 |
| 750℃ (Ti-4.13Al-9.36V) | 383±12 | 989±11 | 17±0.7 |
| 800℃ (Ti-4.13Al-9.36V) | 424±7 | 895±8 | 10±0.6 |
| 920℃ (Ti-6.05Al-3.94V) | 893±10 | 1071±7 | 3±1 |
 分享 0
分享 0
 舉報 0
舉報 0
 收藏 0
收藏 0
 反對 0
反對 0
 點贊 0
點贊 0




































































 中冶有色技術平臺
中冶有色技術平臺
 2025年03月21日 ~ 23日
2025年03月21日 ~ 23日