全部
▼
搜索
熱搜:
位置:中冶有色 >
> 等溫處理時(shí)間對(duì)觸變擠壓錫青銅軸套的組織和性能的影響
 1085
編輯:中冶有色技術(shù)網(wǎng)
來源:肖寒,周瑀杭,陳磊,張雄超,崔鋆昕,熊遲
1085
編輯:中冶有色技術(shù)網(wǎng)
來源:肖寒,周瑀杭,陳磊,張雄超,崔鋆昕,熊遲



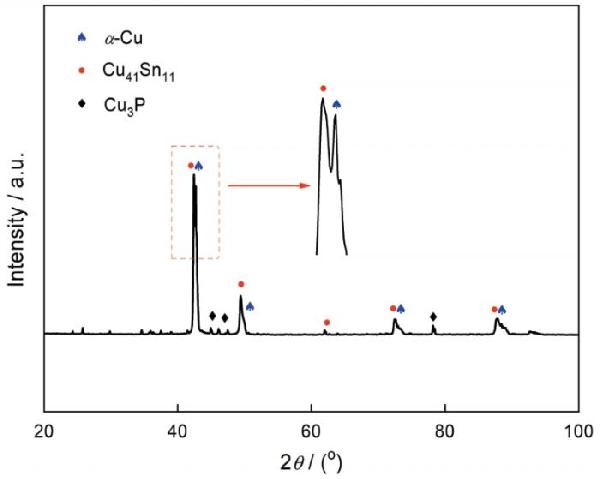

| Element | Cu | Sn | P |
|---|---|---|---|
| Point1 | 93.84 | 4.23 | 0.14 |
| Point2 | 70.90 | 25.45 | 0.20 |

 分享 0
分享 0
 舉報(bào) 0
舉報(bào) 0
 收藏 0
收藏 0
 反對(duì) 0
反對(duì) 0
 點(diǎn)贊 0
點(diǎn)贊 0

 中冶有色技術(shù)平臺(tái)
中冶有色技術(shù)平臺(tái)異質(zhì)材料焊接與連接技術(shù)交流會(huì)")
 2025年03月28日 ~ 30日
2025年03月28日 ~ 30日 結(jié)構(gòu)材料大會(huì)暨第十一屆全國(guó)有色金屬結(jié)構(gòu)材料制備/加工及應(yīng)用技術(shù)交流會(huì)")
創(chuàng)新大會(huì)") 2025年03月28日 ~ 30日
2025年03月28日 ~ 30日 高純金屬材料制備與應(yīng)用技術(shù)交流會(huì)") 2025年04月11日 ~ 13日
2025年04月11日 ~ 13日 ") 2025年04月24日 ~ 27日
2025年04月24日 ~ 27日 
 京公網(wǎng)安備 11010702002294號(hào)
京公網(wǎng)安備 11010702002294號(hào)