全部
▼
搜索
熱搜:
位置:中冶有色 >
> 2195-2219異種鋁合金焊接接頭的微觀組織和性能
 353
編輯:管理員
來源:聶敬敬,龔政軒,孫京麗,楊斯達,夏先朝,徐愛杰
353
編輯:管理員
來源:聶敬敬,龔政軒,孫京麗,楊斯達,夏先朝,徐愛杰
| Element | Cu | Si | Mn | Fe | Zr | V | Ti | Mg | Li | Ag | Al |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 2195 | 3.84 | - | - | 0.04 | 0.10 | - | - | 0.48 | 0.91 | 0.39 | Bal. |
| 2219 | 6.48 | 0.49 | 0.32 | 0.23 | 0.2 | 0.08 | 0.06 | - | - | - | Bal. |
| 2325 | 3.6~4.2 | 0.06 | 0.5~0.7 | 0.06 | - | - | - | 1.0~1.5 | - | - | Bal. |
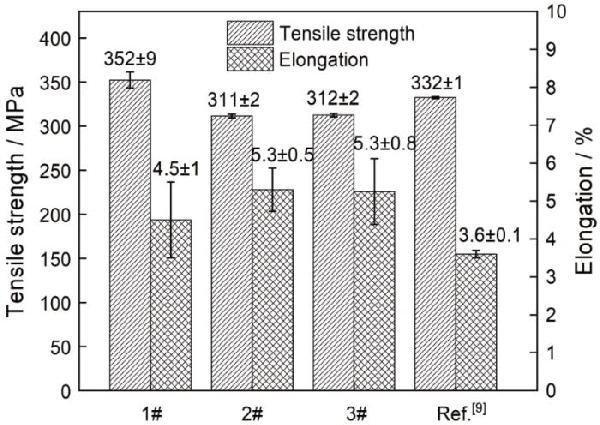
| Sample No. | Welding method | Process parameters |
|---|---|---|
| 1# | TIG welding with two layers on the front and one layer back sealing | Welding current 180~220 A, arc length 4 mm, welding speed 200 mm·min-1 |
| 2# | VPPA welding on the front with back sealing by TIG welding | Positive current 207 A, negative current 243 A, welding speed 200 mm·min-1, argon flow 25 L·min-1, back sealing weld current 180 A |
| 3# | VPPA welding without argon protection and sealing on the back | Positive current 207 A, negative current 243 A, welding speed 200 mm·min-1 |
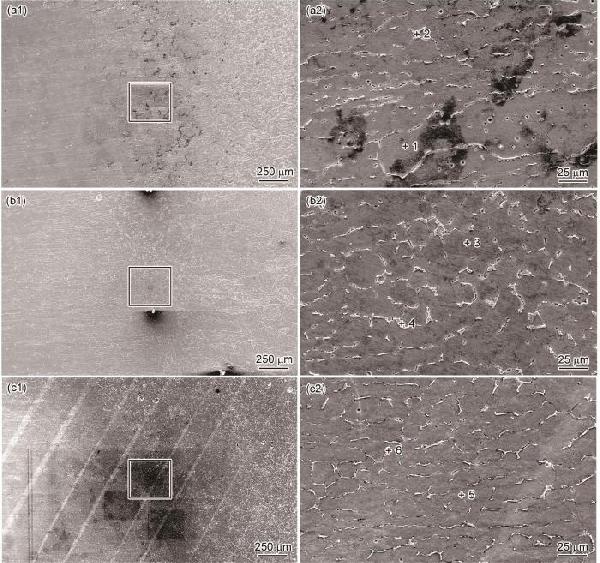
| Element | Al | Cu | Mg | C | O | Ag | Zr |
|---|---|---|---|---|---|---|---|
| Point 1 | 88.2 | 3.8 | 0.4 | 6.0 | 1.3 | 0.4 | 0.0 |
| Point 2 | 47.8 | 34.2 | 0.5 | 13.5 | 3.7 | 0.3 | 0.1 |
| Point 3 | 88.4 | 4.4 | 0.4 | 6.1 | 0.5 | 0.2 | 0.0 |
| Point 4 | 52.5 | 31.0 | 0.4 | 11.4 | 4.1 | 0.6 | 0.0 |
| Point 5 | 86.2 | 3.1 | 0.3 | 9.0 | 1.3 | 0.0 | 0.0 |
| Point 6 | 51.4 | 31.9 | 0.4 | 12.7 | 3.2 | 0.5 | 0.0 |

| Element | Al | Cu | Mg | C | O | Ag | Zr |
|---|---|---|---|---|---|---|---|
| Point 1 | 90.2 | 2.1 | 0.1 | 6.6 | 0.8 | 0.1 | 0.1 |
| Point 2 | 41.4 | 46.8 | 0.3 | 7.4 | 4.2 | 0.0 | 0.0 |
| Point 3 | 25.1 | 47.9 | 0.1 | 15.1 | 9.9 | 0.2 | 0.2 |
| Point 4 | 89.8 | 2.8 | 0.0 | 6.2 | 0.7 | 0.2 | 0.2 |
| Point 5 | 63.0 | 21.4 | 0.2 | 12.0 | 3.1 | 0.2 | 0.2 |
| Point 6 | 32.3 | 52.0 | 0.2 | 6.7 | 6.4 | 1.6 | 0.2 |
| Point 7 | 87.5 | 1.7 | 0.0 | 9.7 | 0.9 | 0.0 | 0.3 |
| Point 8 | 35.3 | 45.5 | 0.3 | 13.9 | 4.8 | 0.0 | 0.3 |
| Point 9 | 44.6 | 37.8 | 0.2 | 12.5 | 4.6 | 0.1 | 0.2 |

 分享 0
分享 0
 舉報 0
舉報 0
 收藏 0
收藏 0
 反對 0
反對 0
 點贊 0
點贊 0

 中冶有色技術(shù)平臺
中冶有色技術(shù)平臺論壇")
 2025年03月21日 ~ 23日
2025年03月21日 ~ 23日 新大會") 2025年03月28日 ~ 30日
2025年03月28日 ~ 30日 材料焊接與連接技術(shù)交流會") 2025年03月28日 ~ 30日
2025年03月28日 ~ 30日 交流會") 2025年04月11日 ~ 13日
2025年04月11日 ~ 13日  2025年04月24日 ~ 27日
2025年04月24日 ~ 27日