全部
▼
搜索
熱搜:
位置:中冶有色 > 有色產(chǎn)品 >
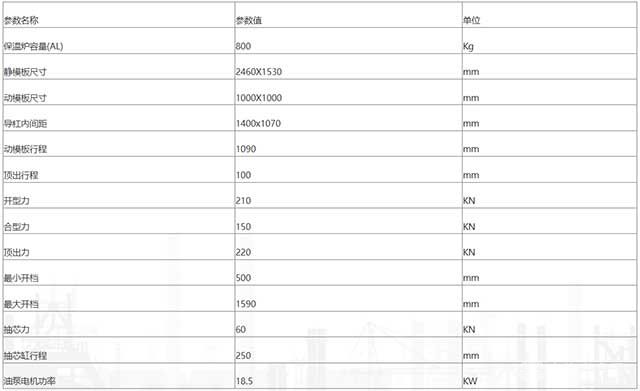
> 800Kg輪轂低壓鑄造機(jī)

 188
188 ")
 分享 0
分享 0
 舉報(bào) 0
舉報(bào) 0
 收藏 0
收藏 0
 反對 0
反對 0
 點(diǎn)贊 0
點(diǎn)贊 0
執(zhí)照待認(rèn)證")
號(hào)待認(rèn)證")



 河南 - 鄭州
河南 - 鄭州 2025年03月21日 ~ 23日
2025年03月21日 ~ 23日





 京公網(wǎng)安備 11010702002294號(hào)
京公網(wǎng)安備 11010702002294號(hào)